n1.doc
測定結果の処理
エラーの理論からの要約
絶対誤差と相対誤差
物理量を完全に正確に測定することはできません。実験がどれほど注意深く設定されていても、物理量の測定値は バツ彼女とは違うだろう 本当の価値 バツ. これらの値の違いは 絶対誤差 (また 絶対誤差 * ) 測定値 バツ :
バツ = × - ×. (1)
絶対誤差は寸法値です。測定値自体と同じ単位で表されます(たとえば、長さ測定の絶対誤差はメートル、電流強度はアンペアなどで表されます)。 式(1)より、 バツポジティブにもネガティブにもなり得ます。
の値ですが、 バツ測定値が実際の値とどのように異なるかを示していますが、絶対誤差だけでは、測定の精度を完全に特徴付けることができません。 たとえば、距離測定の絶対誤差が 1 に等しいことがわかっているとします。 メートル. 地理的なポイント間の距離が測定された場合(数キロメートルのオーダー)、そのような測定の精度は非常に高いと認識されるべきです。 部屋の寸法が測定された場合(数十メートルを超えない)、測定は非常に大まかに行われました。 精度を特徴付けるために、概念があります 相対誤差 (また 相対誤差) え、これは測定値に対する絶対誤差係数の比率です。
それは明らかです 相対誤差は無次元量です。 ほとんどの場合、パーセンテージで表されます。
測定誤差を判断するときは、次の点に留意することが重要です。 式 (1) および (2) には、測定された量の真の値が含まれています。 バツ、正確に知ることは不可能です - したがって、の値 バツと え原則として正確に計算することはできません。 だけ可能です 見積もりこれらの値、つまり さまざまな程度の確実性でそれらを近似的に見つけます。 したがって、エラーの決定に関連するすべての計算は、本質的に近似 (推定) する必要があります。
ランダム誤差と器差誤差
測定中に発生するさまざまなエラーは、その原因と症状の性質の両方に従って分類できます。
その起源によると、エラーは器械的エラーと系統的エラーに分けられます。
器差は、使用する測定器やデバイスの不完全性によるものです。 これらのエラーは、より正確な計測器を使用することで減らすことができます。 そのため、部品のサイズは定規またはキャリパーで測定できます。 明らかに、2 番目のケースでは、測定誤差は最初のケースよりも小さくなります。
方法論的エラーは、実際の 物理的プロセス理論モデルとは常にある程度異なります。 たとえば、数学的な振り子の振動周期の公式は、無限に小さい振動振幅に対してのみ正確です。 ボールが粘性流体内を移動するときの摩擦力を決定するストークスの式は、完全な球形の場合にのみ有効です。 発見して考慮に入れる 方法論的エラーまったく別の独立した方法で同じ量を測定することで可能になります。
エラーの発現の性質上、体系的かつランダムです。
系統誤差は、機器と測定技術の両方が原因である可能性があります。 彼女は2つ持っています 特徴. まず、系統誤差は常に正または負のいずれかであり、その符号は経験ごとに変化しません。 第二に、測定回数を増やしても系統誤差を減らすことはできません。 例えば、不在の場合 外部の影響測定装置の矢印は値を示します バツ 0 、ゼロ以外の場合、それ以降のすべての測定では、次の系統誤差が発生します バツ 0 .
ランダムエラーは、手段と方法論の両方にもなり得ます。 その出現の理由を特定することは困難であり、ほとんどの場合不可能です(さまざまな干渉、ランダムな衝撃、振動、デバイスでの誤った読み取りなど)。 ランダムエラーは正と負の両方の可能性があり、経験ごとにその符号を予測できないほど変化させます。 その値は、測定数を増やすことで減らすことができます。
測定誤差の詳細な分析は複雑な作業であり、単一のレシピはありません。 したがって、いずれの場合も、この分析はさまざまな方法で実行されます。 ただし、最初の近似では、系統誤差が除外されている場合、残りは条件付きで次の 2 つのタイプに減らすことができます: インストゥルメンタルとランダム。
楽器室
以下、この誤差を測定器・装置起因のランダム誤差と呼び、 ランダム
- 原因不明のエラー。 器械の測定誤差 バツとして示されます
バツ、ランダム – として s バツ.
ランダム誤差の推定。 信頼区間
ランダムエラーを推定する方法は、確率論の規定に基づいています。 数学的統計. 同じ量の繰り返し測定が実行された場合にのみ、ランダムエラーを推定することができます。
実行された測定の結果として、 P数量値 バツ: バツ 1 , バツ 2 , …, バツ P. で表す  中くらい 算術値
中くらい 算術値
 . (3)
. (3)
確率論では、測定数の増加に伴い、 P測定値の算術平均値が真に近づきます。
少数の測定値 ( P 10) 平均値は実際の値と大きく異なる場合があります。 値が測定値をどの程度正確に特徴付けているかを知るためには、いわゆる 信頼区間結果。
完全に正確な測定は不可能であるため、ステートメントの正確性の確率は「 x の値は正確に」はゼロに等しい。 ステートメントの確率 " x には値があります」は 1 (100%) です。 したがって、任意の中間ステートメントの正しさの確率は、0 から 1 の範囲にあります。測定の目的は、所定の確率で、
(0 信頼区間、そしてそれと密接に結びついている価値
– 信頼水準
(また 信頼係数)。 式(3)で計算した平均値を区間の中央とする。 信頼区間の幅の半分は確率誤差 s バツ(図1)。
図 1 (ファイルの最後を参照)
図上。 1、 a、b他の条件が等しい場合、真の値が信頼区間に入る確率を高めるには、後者の幅 (値を「カバーする」確率) を増やす必要があることが明確に示されています。 バツ上記のより広い間隔)。 したがって、値 t n ,
信頼水準が高いほど、大きくする必要があります
.
明らかに、信頼区間の幅 (したがって誤差 s バツ) 量の個々の測定値がどのくらいかによって異なります バツ 私平均値から。 平均値に対する測定結果の「ばらつき」の特徴は次のとおりです。 二乗平均平方根誤差 、これは次の式で求められます
 , (4)
, (4)
どこ  .
.
目的の信頼区間の幅は、二乗平均平方根誤差に正比例します。
 . (5)
. (5)
比例係数 t n , と呼ばれる スチューデント係数; 実験回数にもよりますが Pと信頼水準 .
実験回数が増えると、平均値は真に近づきます。 だから同じ確率で 信頼区間を狭くすることができます (図 1 を参照)。 交流) – したがって、成長とともに Pスデント係数は減少するはずです。
に応じたスチューデント係数値の表 Pと このマニュアルの付録に記載されています。
なお、信頼度は測定結果の精度とは関係ありません。 価値
信頼性の要件に基づいて、事前に設定されます。 ほとんどの技術的実験および実験室での実践では、値
は 0.95 に等しくなります。
量の測定におけるランダム誤差の計算 バツ次の順序で実行されます。
1)測定値の合計が計算され、次に式(3)に従って量の平均値が計算されます。
2) それぞれ 私番目の実験では、測定値と平均値の差が計算され、この差の二乗(偏差)が計算されます( バツ 私) 2 ;
3) 二乗偏差の合計が求められ、二乗平均平方根誤差が求められます。 式(4)による;
4) 与えられた信頼度に従って と実験回数 Pテーブルから。 アプリケーションの P-1、スチューデント係数の対応する値が選択されます t n , そして決めた ランダムエラー s バツ式(5)による。
計算と中間結果の検証の便宜上、データは表に入力されます。そのサンプルを以下に示します。
表1
| 経験数 | … | バツ | バツ | ( バツ) 2 |
| 1 | … | |||
| 2 | … | |||
| … | … | |||
| P | … | |||
| = | = |
それぞれの特定のケースでは、値 バツ特定の物理的な意味と対応する測定単位があります。 それは、たとえば、加速である可能性があります フリーフォール g (MS 2)、流体粘度
(パ
と)など テーブルの列がありません。 1には、対応する値を計算するために必要な中間測定値が含まれる場合があります バツ.
例 1
加速度を決定するには a体動計測時間 t彼らの道を通り過ぎる S初速なし。 既知の関係の使用  、計算式を取得します
、計算式を取得します
 . (6)
. (6)
経路測定結果 Sと時間 t表の 2 列目と 3 列目に示されています。 2.式(6)を使用して計算を実行した後、入力します
加速度値を含む 4 番目の列 a 私セル「 = 」のこの列の下に書いた合計を見つけます。 次に、平均値を計算します  式(3)によると:
式(3)によると:
 .
.
表 2
| 経験数 | S、 メートル | t、 c | 、 MS 2 | 、 MS 2 | (a) 2 , (MS 2) 2 |
| 1 | 5 | 2,20 | 2,07 | 0,04 | 0,0016 |
| 2 | 7 | 2,68 | 1,95 | -0,08 | 0,0064 |
| 3 | 9 | 2,91 | 2,13 | 0,10 | 0,0100 |
| 4 | 11 | 3,35 | 1,96 | -0,07 | 0,0049 |
| = | 8,11 | = | 0,0229 |
各値からの減算 a 私平均、違いを見つける a 私 それらを表の 5 列目に入れます。 これらの差を 2 乗して、最後の列に入力します。 次に、二乗偏差の合計を計算し、2 番目のセル「 = 」に書き留めます。 式 (4) に従って、二乗平均平方根誤差を決定します。
 .
.
信頼確率の値を考えると = 0.95、実験数 P= テーブルから 4。 P-1 アプリケーション スチューデント係数の値を選択 t n , = 3.18; 最後に、式 (5) を使用して、加速度測定のランダム誤差を推定します。
s a= 3.180.0437 0,139 (MS 2 ) .
計器誤差の決定方法
測定器の主な特性は、測定限界と分割値、および主に電気測定器の精度クラスです。

測定限界 P- これは 最大値計器の所定のスケールを使用して測定できる量。 測定限界が別途指定されていない場合は、スケールをデジタル化することによって決定されます。 したがって、図 2 はミリアンメータの目盛りを表し、その測定限界は 100 です。 mA.
図2
分割値 C- スケールの最小区分に対応する測定量の値。 スケールがゼロから始まる場合、
 ,
,
どこ N総分割数です。 たとえば、図では。 2 N= 50. このスケールが測定限界 5 の電流計に属する場合 しかしの場合、分割価格は 5/50 = 0.1 ( しかし)。 スケールが温度計に属し、の目盛がある場合 から、次に分割価格 C = 100/50 = 2 ( から)。 多くの電気測定器には、いくつかの測定限界があります。 それらをある制限から別の制限に切り替えると、スケール区分の価格も変わります。
精度等級K絶対器差とスケールの測定限界との比率で、パーセンテージで表されます。
 . (7)
. (7)
電気測定器には、原則として精度等級の値(「%」記号を除く)が表示されます。
絶対器差は、測定器の種類に応じて、次のいずれかの方法で求められます。
1. エラーはデバイスに直接表示されます。 それで、マイクロメーターには「0.01mm」という刻印があります。 このデバイスを使用して、たとえばボールの直径を測定する場合 D (研究室の仕事 1.2)、その測定誤差 D = 0,01 んん. 絶対誤差は通常、液体 (水銀、アルコール) 温度計、ノギスなどに表示されます。
2. 精度等級は機器に表示されています。 この量の定義によれば、式 (7) から次のようになります。
 . (8)
. (8)
たとえば、精度クラスが 2.5 で測定限界が 600 の電圧計の場合 で絶対計器電圧測定誤差
 .
.
3. デバイスに絶対誤差も精度クラスも表示されていない場合、デバイスの動作の性質に応じて、値を決定する方法が 2 つあります。 バツ:
a)測定値の値のインジケータは、目盛りの分割に対応する特定の (個別の) 位置のみを占めることができます (たとえば、 デジタル腕時計、ストップウォッチ、パルスカウンターなど)。 そのようなデバイスは ディスクリート アクション デバイスであり、それらの絶対誤差はスケール除算値に等しくなります。 バツ = C. だから、時間間隔を測定するとき t分周値0.2のストップウォッチ とエラー t = 0,2 と;
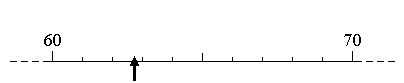
b)測定値の値のインジケータは、スケール上の任意の位置を占めることができます(定規、巻尺、矢印スケール、温度計など)。 この場合、絶対器差は除算値の半分に等しくなります。
バツ = C/2. デバイスによって取得された読み取りの精度は、その機能を超えてはなりません。 たとえば、図に示すと、 デバイスの矢印の 3 の位置は、62.5 または 63.0 のいずれかである必要があります。どちらの場合も、エラーは分割値の半分を超えません。 62.7 や 62.8 などのエントリは意味がありません。
図3
4. 任意の値が特定の実験で測定されていないが、独立して測定され、その値のみがわかっている場合、それは パラメータ設定. したがって、作品2.1では、空気の粘性係数を決定するために、そのようなパラメーターは毛細管の寸法であり、ヤングの光の干渉に関する実験(作品5.1)では、スロット間の距離などです。 指定されたパラメーターの誤差は、このパラメーターの値が指定された数値の最後の桁の単位の半分に等しいと見なされます。 たとえば、毛管半径が r 100分の1ミリメートルの精度で与えられた場合、その誤差
r = 0,005 んん.
間接測定の誤差
ほとんどの物理実験では、望ましい値 と 1 つの機器によって直接測定されるのではなく、多数の中間値の測定から計算される バツ,
y,
z,…
計算は特定の式に従って実行されます。 一般的な見解次のように書くことができます
と = と (バツ, y, z,… ). (9)
この場合、値は と結果です 間接測定 ようではない バツ, y, z,… 、これは結果です 直接測定. たとえば、作業 1.2 では、液体の粘性係数 式で計算
 , (10)
, (10)
どこ wはボール材料の密度です。 とは液体の密度です。 g- 重力の加速; Dはボールの直径です。 t液体に落ちる時間です。 l- 船舶のマーク間の距離。 この場合、直接測定の結果は量です。 l, D と t、および粘性係数 間接測定の結果です。 量 w , とと g 与えられたパラメータです。
間接測定の絶対誤差 と直接測定誤差に依存 バツ, y, z… および関数のタイプについて (9)。 原則として、値 との式で見積もることができます。
ここで係数 k バツ , k y , k z、… 量の依存性のタイプによって決定されます とから バツ, y, z、… 以下の表。 3 を使用すると、最も一般的な初等関数のこれらの係数を見つけることができます ( a, b, c, n定数が与えられます)。
表 3
| と(バツ) | kx |
|
|  |
 |  |
 |  |
|
|  |
 |  |
|
| |
実際には、依存関係 (9) はほとんどの場合、べき乗関数の形をしています。
その指数 k, メートル, n,… – 実数 (正または負、整数または分数); から定数係数です。 この場合、絶対器差 と式に従って推定される
どこ  - 量の平均値 と;
- 量の平均値 と;  量の直接測定の相対器差です バツ, y, z,… 式 (12) への代入では、 最も代表的な、つまり 平均値に近い バツ, y, z,…
量の直接測定の相対器差です バツ, y, z,… 式 (12) への代入では、 最も代表的な、つまり 平均値に近い バツ, y, z,…
(12)のような式で計算する場合、以下の点に注意してください。
1. 測定量とその絶対誤差 (たとえば、 バツと バツ) は同じ単位で表す必要があります。
2. 計算は、計算の高い精度を必要とせず、推定された性質のものであるべきです。 したがって、根号式に含まれる量と二乗 ( ケ バツ , 自分 y , 新 z,…) は通常、有効数字 2 桁に丸められます (ゼロの前にゼロ以外の数字が少なくとも 1 つある場合にのみ、ゼロが有効数字になることに注意してください)。 さらに、これらの値のいずれか (たとえば、| ケ バツ|) モジュロが他の最大値を超えています (| 自分 y | , | 新 z| | 、…) 3 倍以上、式 (12) を使用した計算に頼ることなく、次の絶対誤差を取ることが可能です。  . それらの 1 つが他の最小のものよりも 3 倍以上小さい場合、式 (12) による計算では無視できます。
. それらの 1 つが他の最小のものよりも 3 倍以上小さい場合、式 (12) による計算では無視できます。
例 2
物体の加速度を決定するとき (例 1 を参照)、パスを S分割価格を1として巻尺で測定 んん、および時間 t- 電子ストップウォッチ。 次に、パラグラフ 3 の記述に従って、 a,b(p. 13) ルールでは、直接測定の誤差は次のようになります。
S= 0,5 んん = 0,0005 メートル;
t = 0,01 と.
計算式(6)はべき関数として書ける
a(S,t ) = 2S 1 t – 2 ;
次に、(12)に基づいて、加速度の間接測定の誤差 a式で決まる
測定された量の最も代表的な値として、(表2を参照) S 8 メートル; t 3 と重み付け係数を考慮して、直接測定の相対的な機器誤差の絶対値を推定します。
 ;
;
 .
.
明らかに、この場合、値は え S無視してエラーを受け入れることができます a同等
.
例 3
液体の粘性係数の決定に戻りましょう (作業 1.2)。 計算式 (10) は次のように表すことができます。
どこ  . 次に、器差を推定するには
、(12)によると、式を取得します
. 次に、器差を推定するには
、(12)によると、式を取得します
どこ  .
.
マーク間の距離を l目盛り0.5のセンチメートルテープで測定 cm、ボールの直径 - マイクロメーター、落下時間 - 電子ストップウォッチ。 それで
l = 0,25 cm;
D = 0,01 んん;
t = 0,01 と. 測定値が次のとおりであると仮定しましょう。 l 80 cメートル;
D 4 んん;
t 10 と;  パ
と. 式 (13) に含まれる量を推定してみましょう。
パ
と. 式 (13) に含まれる量を推定してみましょう。
価値を無視する え t、式(13)で計算します。
完全な間違い。 最終測定結果
量の測定におけるランダム誤差および器差誤差の評価の結果として バツ値によって特徴付けられる2つの信頼区間が得られました s バツ
と
バツ. 得られた信頼区間の特徴は次のとおりです。 完全絶対誤差
、これは、量の比率に応じて s バツ
と
バツ、次の方法で見つかります。
エラーの 1 つが他のエラーの 3 倍を超える場合 (たとえば、 s バツ > 3 バツ)、合計エラー は、この大きな値と等しくなります (上記の例では、 s バツ)。 値の場合 s バツ と バツが互いに近い場合、合計エラーは次のように計算されます。
 . (14)
. (14)
最終的な測定結果の記録には、次の必須要素が含まれている必要があります。
1) フォームの信頼区間
信頼水準の値を示す . 値とは同じ測定単位で表され、括弧から取り出されます。
2) 意味 総相対誤差
 ,
,
パーセンテージで表され、小数第 2 位で四捨五入されます。
合計誤差 は、有効数字 2 桁に丸められます。 丸め後に取得した数値が 4、5、または 6 で終わる場合、それ以上の丸めは実行されません。 2 番目の有効数字が 1、2、3、7、8、または 9 の場合、 の値は有効数字 1 桁に切り上げられます (例: a)
0.2642 → 0.26; b)
3.177 3.2 3; の) 7.8310 - 7 810 - 7 など)。 その後、平均値は同じ精度で丸められます。
例 4
体の動きの加速度を求めた結果(例1、2)、加速度の平均値=2.03 MS 2 、ランダムエラー s a
=
0,139 MS 2 自信を持って
=
0.95 と計器誤差
a= 0,0136 MS 2. なぜなら
a 10倍以上少ない s aの場合、無視することができ、丸められた合計絶対誤差は と等しくなります。 s a 0.14 MS 2. 相対誤差を推定しましょう。
最終的な測定結果を書き留めます。
例 5 音速を決定するときにしましょう と(ラボ 4.2) 次の結果が得られました: 平均 = 343.3 MS; ランダムエラー s と = 8,27 MSで = 0.90; 絶対計器誤差 と = 1,52 MS. この場合の値は明らかです。 と に比べて無視できる s とであり、式(14)による計算は不要です。 丸め後の総誤差は s と 8 MS; 丸め平均 343 MS. 総相対誤差
 .
.
最終的な測定結果の形式は次のとおりです。
例 6
波長を決めるとき
レーザー放射 (作業 5.1) 取得: で
= 0,95;
= 1,8610 - 5 んん. この場合、機器誤差とランダム誤差の値は互いに近いため、式 (14) を使用して合計誤差を見つけることができます。
丸め平均は  んん. 総相対誤差を推定しましょう
んん. 総相対誤差を推定しましょう
そして最終結果を書きます:
え = 4,4 %.
L 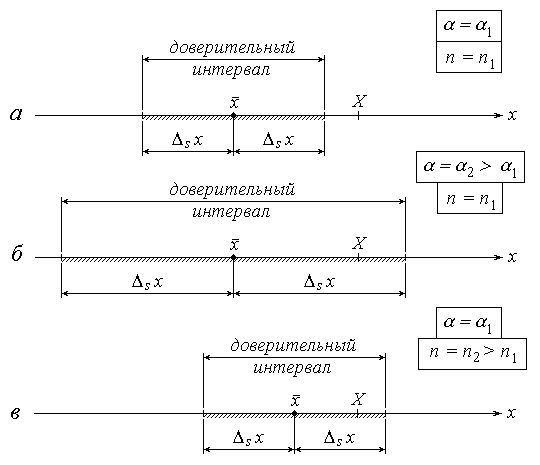
ページ1
測定の絶対誤差は、リンの 0 01 μg を超えません。 この方法は、硝酸、酢酸、塩酸、硫酸、およびアセトン中のリンを予備蒸発で測定するために使用されました。
測定の絶対誤差は 0 2 - 0 3 mg です。
提案された方法による亜鉛-マンガンフェライト中の亜鉛の測定における絶対誤差は、0.2 % rel を超えません。
ガス中の炭化水素 C2 ~ C4 の含有量が 0.2 ~ 50% の場合、炭化水素 C2 ~ C4 の測定における絶対誤差は、それぞれ 0.01 ~ 0.2% です。
ここで、Ay は r/ の定義の絶対誤差であり、a の定義の誤差 Yes から生じます。 たとえば、数の 2 乗の相対誤差は、数自体を決定する際の誤差の 2 倍であり、立方根の下の数の相対誤差は、数を決定する際の誤差の 3 分の 1 にすぎません。
事故の開始時刻 TV - Ts を決定する際に絶対誤差の比較尺度を選択する際には、より複雑な考慮が必要です。ここで、Tv と Ts は、それぞれ復元された事故と実際の事故の時刻です。 類推すると、ここでは、実際の排出から、汚染 Tsm の通過中に事故を記録した監視ポイントまでの汚染ピークに到達するまでの平均時間を使用できます。 事故のパワーを決定する信頼性の計算は、相対誤差 MV - Ms / Mv の計算に基づいています。ここで、Mv と Ms はそれぞれ復元パワーと実際のパワーです。 最後に、緊急解除の期間を決定する際の相対誤差は、値 rv - rs / re によって特徴付けられます。ここで、rv と rs は、それぞれ再構築された事故の期間と実際の事故の期間です。
事故の開始時刻 TV - Ts を決定する際に絶対誤差の比較尺度を選択する際には、より複雑な考慮が必要です。ここで、Tv と Ts は、それぞれ復元された事故と実際の事故の時刻です。 類推すると、ここでは、実際の排出から、汚染 Tsm の通過中に事故を記録した監視ポイントまでの汚染ピークに到達するまでの平均時間を使用できます。 事故のパワーを決定する信頼性の計算は、相対誤差 Mv - Ms / Ms の計算に基づいています。ここで、Mv と Ms はそれぞれ復元パワーと実際のパワーです。 最後に、緊急解除の期間を決定する際の相対誤差は、値 rv - rs / rs によって特徴付けられます。ここで、rv と rs は、それぞれ再構築された事故の期間と実際の事故の期間です。
同じ絶対測定誤差 ay では、斧の量を決定する際の絶対誤差は、方法の感度が高くなるにつれて減少します。
エラーの根拠はランダムではありませんが、 系統誤差、吸盤を決定する際の合計絶対誤差は、理論的には 10% に達する可能性があります 必要量空気。 容認できないほど緩い炉 (A 0 25) でのみ、一般的に受け入れられている方法で多かれ少なかれ満足のいく結果が得られます。 説明されていることは、高密度の炉の空気バランスを減らすときにしばしば得られる調整者にはよく知られています。 負の値吸盤。
pet の値を決定する際の誤差の分析は、それが 4 つの要素で構成されていることを示しました: マトリックスの質量を決定する際の絶対誤差、サンプル容量、計量、および周囲のサンプルの質量の変動による相対誤差。平衡値。
GKhP-3 ガス分析器を使用したガスの選択、体積のカウント、および分析に関するすべての規則に従って、CO2 および O2 の含有量を決定する際の合計絶対誤差は、それらの真の値の 0.2 ~ 0.4% を超えてはなりません。
テーブルから。 1 - 3、出発物質に使用するデータは、 さまざまなソース、これらの量を決定する際の絶対誤差の範囲内にある比較的小さな差があります。
確率誤差は、絶対的または相対的です。 測定値の次元を持つランダム誤差は、決定の絶対誤差と呼ばれます。 すべての個々の測定値の絶対誤差の算術平均は、分析方法の絶対誤差と呼ばれます。
許容偏差または信頼区間の値は任意に設定されるのではなく、特定の測定データと使用される機器の特性から計算されます。 量の真の値からの個々の測定結果の偏差は、決定の絶対誤差または単に誤差と呼ばれます。 測定値に対する絶対誤差の比率は相対誤差と呼ばれ、通常はパーセンテージで表されます。 個々の測定の誤差を知ることは独立した重要性ではなく、重大な実験では、いくつかの並行測定を実行する必要があり、そこから実験の誤差が計算されます。 測定誤差は、その発生原因によって3種類に分けられます。
量の測定は操作であり、その結果、測定値が標準(測定単位)として採用された対応する値よりも何倍大きい(または小さい)かがわかります。 すべての測定は、直接と間接の 2 種類に分けることができます。
DIRECT これらは、直接的に興味深い測定値です。 物理量(質量、長さ、時間間隔、温度変化など)。
間接 - これらは、特定の機能依存性によって関連する他の量の直接測定の結果から、私たちにとって関心のある量が決定 (計算) される測定値です。 たとえば、速度を決定する 等速運動一定期間の移動距離の測定、体重と体積の測定による身体密度の測定など。
測定の一般的な特徴は、測定された量の真の値を取得できないことです。測定結果には常に何らかのエラー (誤差) が含まれます。 これは基本的に制限されていると説明されています 測定精度、および測定対象自体の性質。 したがって、得られた結果が真の値にどれだけ近いかを示すために、得られた結果とともに測定誤差が示されます。
たとえば、 焦点距離レンズfと書いた
f = (256 ± 2) んん (1)
これは、焦点距離が 254 ~ 258 であることを意味します。 んん. しかし、実際には、この等号 (1) には確率論的な意味があります。 値が指定された制限内にあると完全に確信を持って言うことはできません。これには特定の確率しかありません。したがって、等式 (1) は、この比率が意味をなす確率の指標で補足する必要があります (以下でこれを定式化します)。より正確に述べてください)。
エラーが何であるかを知らなければ、実験から明確な結論を導き出すことは不可能であるため、エラーの評価が必要です。
通常、絶対誤差と相対誤差を計算します。 絶対誤差 Δx は、測定量 μ の真の値と測定結果 x の差です。 Δx = μ - x
測定値の真の値に対する絶対誤差の比 ε = (μ - x)/μ を相対誤差と呼びます。
絶対誤差は、測定のために選択された方法の誤差を特徴付けます。
相対誤差は、測定の品質を特徴付けます。 測定精度は相対誤差の逆数です。 1/ε。
§ 2. エラーの分類
すべての測定誤差は、ミス (総誤差)、系統誤差、ランダム誤差の 3 つのクラスに分類されます。
LOSS は、個々の観測における測定条件の急激な違反によって引き起こされます。 これは、デバイスの衝撃または破損、実験者の重大な誤算、予期しない干渉などに関連するエラーです。 全体的な誤差は、通常、1 次元または 2 次元にすぎず、他の誤差とは大きさが大きく異なります。 ミスが存在すると、ミスを含む結果が大きく歪む可能性があります。 最も簡単な方法は、スリップの原因を突き止め、測定プロセス中にそれを排除することです。 測定プロセス中にスリップが除外されなかった場合は、測定結果を処理するときにこれを行う必要があります。これは、観測の各シリーズに重大なエラーがある場合はそれを客観的に特定できるようにする特別な基準を使用して行われます。
系統誤差は、同じ値を繰り返し測定する間、一定のままで定期的に変化する測定誤差の構成要素です。 たとえば、ゆっくりと変化する温度で作られた液体または気体の体積を測定するときに熱膨張が考慮されていない場合、系統誤差が発生します。 質量を測定するときに、空気の浮力が被計量物や分銅に及ぼす影響を考慮しない場合など。
定規のスケールが不正確に (不均一に) 適用されると、系統誤差が観察されます。 異なる部分の温度計のキャピラリーは、異なる断面を持っています。 不在で 電流電流計を通して、デバイスの矢印がゼロにならないなど。
例からわかるように、系統誤差は特定の理由によって引き起こされ、その値は一定のまま (機器の目盛りのゼロ シフト、不均一な目盛り)、または特定の (時には非常に複雑な) 法則に従って変化します (不均一性)。スケール、温度計キャピラリーの不均一な断面など)。
システマティックエラーは、「実験者のエラー」という言葉に代わるソフトな表現であると言えます。
これらのエラーは、次の理由で発生します。
- 不正確な測定器;
- 実際の設置は理想とは多少異なります。
- この現象の理論は完全に正しいわけではありません。 影響は考慮されていません。
最初のケースで何をすべきか、キャリブレーションまたは卒業が必要であることはわかっています。 他の2つのケースでは レディーレシピ存在しません。 物理学をよく知っていればいるほど、経験が豊富であるほど、そのような影響を検出して排除する可能性が高くなります。 一般的なルール、系統的エラーを特定して排除するためのレシピはありませんが、ある程度の分類は可能です。 系統誤差は 4 種類に分類されます。
- 体系的なエラーは、その性質があなたに知られており、その値を見つけることができるため、修正の導入によって除外されます。 例。不均等なはかりでの計量。 腕の長さの差を 0.001 とする んん. ロッカーの長さ 70 んんと体重 200 G系統誤差は 2.86 になります mg. この測定の系統誤差は、特別な重み付け方法 (ガウス法、メンデレーエフ法など) を適用することで排除できます。
- 特定の値以下であることがわかっている系統誤差。 この場合、回答を記録するときに、それらの最大値を示すことができます。 例。マイクロメーターに添付されたパスポートには、次のように記載されています。「許容誤差は±0.004です。 んん. 温度は+20±4°Cです。これは、パスポートに記載されている温度でこのマイクロメーターを使用して体の寸法を測定すると、絶対誤差が±0.004を超えないことを意味します んん任意の測定結果に対して。
多くの場合、特定の機器によって与えられる最大絶対誤差は、機器の精度クラスによって示されます。これは、対応する数字で機器の目盛りに示され、ほとんどの場合、円で囲まれています。
精度クラスを示す数値は、測定器の最大絶対誤差をパーセンテージで表したものです。 最大の価値スケールの上限での測定値。
0 から 250 までの目盛りを持つ電圧計を測定に使用します。 で、その精度クラスは 1 です。これは、この電圧計で測定できる最大絶対誤差が、この計器スケールで測定できる最大電圧値の 1% を超えないことを意味します。つまり、
δ = ±0.01 250 で= ±2.5 で.
電気測定器の精度クラスによって最大誤差が決まり、その値はスケールの最初から最後まで移動しても変化しません。 この場合、相対誤差は劇的に変化します。これは、矢印がほぼスケール全体にずれている場合に機器が良好な精度を提供し、スケールの最初で測定する場合には精度が得られないためです。 したがって、推奨事項: 計測中の計測器の矢印が目盛りの中央を超えるように、計測器 (またはマルチレンジ計測器のスケール) を選択します。
デバイスの精度クラスが指定されておらず、パスポート データがない場合、デバイスの最小スケール ディビジョンの半分の価格がデバイスの最大エラーとして取得されます。
定規の精度について一言。 金属製の定規は非常に正確です: ±0.05 以下の誤差でミリメートル単位が適用されます。 んん、およびセンチメートルのものは、0.1の精度よりも悪くありません んん. そのような定規の精度で行われた測定の誤差は、実質的に目視による読み取り誤差と同じです(≤0.5 んん)。 木製やプラスチック製の定規は使用しない方がよいでしょう。それらの誤差は予想外に大きくなる可能性があります。
ワーキングマイクロメーターは0.01の精度を提供します んん、およびノギスによる測定誤差は、読み取りを行うことができる精度によって決まります。 バーニア精度 (通常 0.1 んんまたは0.05 んん).
- 測定対象物の特性による系統誤差。 これらのエラーは、多くの場合、ランダムなエラーにまで減らすことができます。 例。. いくつかの材料の電気伝導率が決定されます。 このような測定のために、何らかの欠陥 (肥厚、亀裂、不均一性) のあるワイヤを使用すると、導電率を決定する際にエラーが発生します。 測定を繰り返すと、同じ値が得られます。 いくつかの系統誤差があります。 そのようなワイヤのいくつかのセグメントの抵抗を測定し、この材料の電気伝導率の平均値を見つけてみましょう。これは、個々の測定の電気伝導率よりも大きい場合も小さい場合もあります。したがって、これらの測定で発生したエラーは原因となる可能性があります。いわゆるランダムエラーに。
- 存在が知られていない系統誤差。 例。. あらゆる金属の密度を測定します。 まず、サンプルの体積と質量を見つけます。 サンプルの中には、私たちが何も知らない空虚があります。 密度を決定する際にエラーが発生します。これは、任意の数の測定に対して繰り返されます。 与えられた例は単純で、エラーの原因とその大きさはそれほど難しくなく決定できます。 このタイプのエラーは、まったく異なる方法で異なる条件下で測定を実行することにより、追加の研究の助けを借りて検出できます。
RANDOM は、同じ値を繰り返し測定するとランダムに変化する測定誤差の成分です。
同じ定数で不変の量を同じ注意を払い、同じ条件下で繰り返し測定すると、測定結果の一部は互いに異なり、一部は一致します。 このような測定結果の不一致は、測定結果にランダム誤差成分が存在することを示しています。
ランダムエラーは、多くのソースが同時に作用することで発生し、それぞれのソース自体が測定結果に目に見えない影響を与えますが、すべてのソースの全体的な影響は非常に強力になる可能性があります。
ランダムエラーは、特定の測定行為では予測できないさまざまな絶対値をとる可能性があります。 このエラーは、正と負の両方に等しくなる可能性があります。 ランダムエラーは常に実験に存在します。 系統誤差がない場合、繰り返し測定すると真の値がばらばらになります ( 図14).
さらに、系統誤差がある場合、測定結果は真ではなく偏った値に関して散らばります( 図15).
米。 14 図 15
ストップウォッチを使用して振り子の振動周期を測定し、測定を何度も繰り返すとします。 ストップウォッチの開始と停止のエラー、基準値のエラー、振り子の小さな不均一な動きはすべて、繰り返し測定の結果にばらつきを引き起こすため、ランダムエラーとして分類できます。
他のエラーがない場合、一部の結果はやや過大評価され、他の結果はわずかに過小評価されます。 しかし、これに加えて時計も遅れていると、すべての結果が過小評価されます。 これはすでにシステムエラーです。
一部の要因は、系統誤差とランダム誤差の両方を同時に引き起こす可能性があります。 したがって、ストップウォッチのオンとオフを切り替えることで、振り子の動きに対して時計の開始と停止の瞬間に小さな不規則な広がりを作り、それによってランダムな誤差を導入することができます. しかし、さらに、ストップウォッチを急いでオンにするたびに、オフにするのが少し遅れると、体系的なエラーが発生します。
ランダム誤差は、計器目盛りの目盛りを読み取る際の視差誤差、建物の基礎の揺れ、わずかな空気の動きの影響などによって発生します。
個々の測定値のランダム誤差を排除することは不可能ですが、ランダム現象の数学的理論により、最終的な測定結果に対するこれらの誤差の影響を減らすことができます。 このためには、1つではなく複数の測定を行う必要があり、取得したいエラー値が小さいほど、より多くの測定を行う必要があることを以下に示します。
測定データから得られたランダム誤差が、機器の精度によって決定される誤差よりも大幅に小さいことが判明した場合、明らかに、いずれにせよ、ランダム誤差は、測定結果がこれからより正確になることはありません。
反対に、ランダム誤差が器械的 (系統的) 誤差よりも大きい場合は、測定を数回実行して、特定の一連の測定の誤差値を減らし、この誤差を 1 桁以下にする必要があります。計器誤差を伴う大きさ。
数値解析で最も重要な問題の 1 つは、計算の途中で発生したエラーがさらにどのように伝播するか、つまり、その後の操作を実行するにつれてその影響が大きくなったり小さくなったりするかどうかです。 極端なケースは、ほぼ 2 の減算です。 等しい数: これらの両方の数値の誤差が非常に小さい場合でも、差の相対誤差は非常に大きくなる可能性があります。 このような相対誤差は、後続のすべての算術演算でさらに伝播します。
計算エラー (エラー) の原因の 1 つは、ビット グリッドの有限性による、コンピューターでの実数の近似表現です。 初期データは高い精度でコンピューターに表示されますが、カウントの過程で丸め誤差が蓄積されると、結果として重大な誤差が生じる可能性があり、一部のアルゴリズムはコンピューターでの実際の計算にはまったく適していないことが判明する場合があります。 コンピューターでの実数の表現について詳しく学ぶことができます。
バグの伝播
誤差の伝播などの問題に対処するための最初のステップとして、4 つの算術演算のそれぞれの結果の絶対誤差と相対誤差の式を、演算に含まれる量とその誤差の関数として見つける必要があります。
絶対誤差
添加
2 つの量 および に対する 2 つの近似値 と 、および対応する絶対誤差 および があります。 すると、足し算の結果、
.で表す総誤差は、次のようになります。
.減算
同じように
.乗算
乗算すると、
.エラーは通常、値自体よりもはるかに小さいため、エラーの積は無視します。
.製品誤差は
.分割
.この式を次の形式に変換します。
.括弧内の係数は系列に展開できます
.誤差の積または最初よりも高い誤差の程度を含むすべての項を乗算して無視すると、次のようになります。
.その結果、
.エラーの兆候は非常にまれな場合にのみ知られていることを明確に理解する必要があります。 例えば、足すと誤差が増え、引き算すると誤差が減るというのは事実ではありません。 たとえば、2 つの数値の誤差の符号が逆の場合、状況は正反対になります。つまり、これらの数値を加算すると誤差が減少し、減算すると誤差が増加します。
相対誤差
四則演算における絶対誤差の伝播の式を導き出すと、対応する相対誤差の式を導き出すのは非常に簡単です。 足し算と引き算では、元の各数値の相対誤差を明示的に含めるように式が変更されました。
添加
.減算
.乗算
.分割
.2 つの近似値と対応する誤差 および で算術演算を開始します。 これらのエラーの原因はさまざまです。 値とは、エラーを含む実験結果である可能性があります。 それらは何らかの無限プロセスによる事前計算の結果である可能性があり、したがって制約エラーが含まれる可能性があります。 それらは以前の算術演算の結果である可能性があり、丸め誤差が含まれている可能性があります。 当然のことながら、さまざまな組み合わせで 3 種類のエラーすべてを含むこともできます。
上記の式は、4 つの算術演算のそれぞれの結果の誤差を の関数として表したものです。 この丸め誤差 算術演算ここで 考慮されていない. 将来、この結果の誤差が後続の算術演算でどのように伝播するかを計算する必要がある場合は、4 つの式のいずれかによって計算された結果の誤差を計算する必要があります。 丸め誤差を個別に追加する.
計算過程のグラフ
ここで、算術計算で誤差伝搬を計算する便利な方法を考えてみましょう。 この目的のために、次を使用して計算の一連の操作を示します。 カウントグラフの矢印の近くに係数を書きます。これにより、最終結果の合計エラーを比較的簡単に判断できます。 この方法は、計算の過程で発生したエラーの合計エラーへの寄与を簡単に判断できるという点でも便利です。
 図1. 計算プロセス グラフ
図1. 計算プロセス グラフ
上で 図1計算プロセスのグラフが描かれています。 グラフは、矢印に従って下から上に読む必要があります。 最初に、ある水平レベルに位置する操作が実行され、その後、より高いレベルに位置する操作が実行されます。たとえば、図 1 から、 バツと y最初に加算してから乗算 z. に示すグラフ 図1、計算プロセス自体のイメージにすぎません。 結果の合計誤差を計算するには、このグラフの矢印の近くに次の規則に従って係数を追加する必要があります。